Giới thiệu quy trình
Đúc đùn là phương pháp gia công đúc có nhiều thay đổi, năng suất cao, khả năng thích ứng mạnh, ứng dụng rộng rãi và chiếm tỷ trọng lớn nhất trong lĩnh vực gia công nguyên liệu nhựa.
Đúc đùn là tạo hình liên tục polyme tan chảy hoặc chất lỏng nhớt thông qua một khuôn hình dạng nhất định dưới tác động đùn của trục vít hoặc pít tông của máy đùn. Các bộ phận kết quả là các biên dạng liên tục với hình dạng mặt cắt không đổi.

Không phải tất cả nhựa nhiệt dẻo đều có thể được xử lý bằng cách ép đùn.
Vật liệu cơ bản phổ biến bao gồm vật liệu cứng và vật liệu đàn hồi.
Vật liệu cứng: PVC, PC, PETG, ABS, PP, hông, PMMA, LDPE, HDPE, POM, ASA, PA, as, EVA, PC + ABS, v.v.
Vật liệu đàn hồi: PVC, TPU, TPE, Poe, TPR, TPV, TPEE, v.v.
Đối với việc thiết kế các bộ phận đúc phun và các bộ phận đùn nhôm, độ dày đồng đều của thành là rất quan trọng.
Nếu độ dày thành của bộ phận đùn nhựa không đồng đều, một số bộ phận dày và một số bộ phận mỏng, điều này làm cho vận tốc dòng chảy của nhựa đùn trong khuôn không đồng đều, dẫn đến tốc độ nguội khác nhau và cuối cùng là biến dạng của chi tiết.
Nếu sự biến dạng cần được kiểm soát, cần bổ sung thêm các quy trình làm nguội để giảm hiệu suất của dây chuyền sản xuất và tăng giá thành sản xuất.
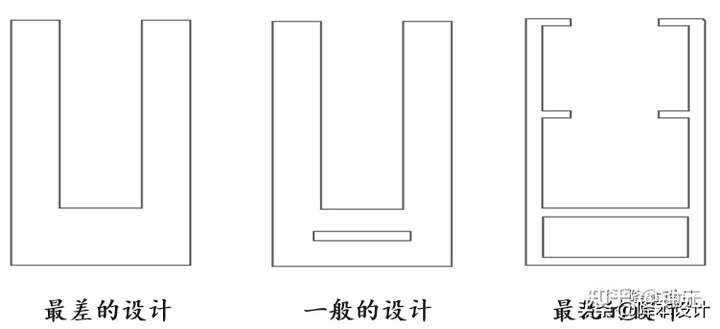
Bởi vì ép đùn nhựa là một quá trình liên tục, độ bền của phần đùn thấp khi nó vừa mới được ép đùn, và nó cần được hỗ trợ bởi áp suất không khí và trục gá để duy trì hình dạng và tránh biến dạng, trong khi phần rỗng không thể hỗ trợ, và cấu trúc rỗng phức tạp chỉ có thể được thực hiện bằng cách mở mặt cắt.
Góc nhọn trên đầu đùn sẽ trở thành điểm yếu của máy đùn do tập trung ứng suất, dễ bị nứt hoặc hỏng, và sẽ làm giảm khả năng chịu va đập của máy đùn.
Trong các bộ phận ép đùn, nên tránh tối đa các góc sắc nhọn, và nên bổ sung các góc bo tròn ở các góc nhọn. Bán kính fillet bằng độ dày thành sản phẩm, giúp nguyên liệu chảy êm hơn trong quá trình đùn và giảm ứng suất ở các góc đường viền.
Góc nhọn trên đầu đùn sẽ trở thành điểm yếu của máy đùn do tập trung ứng suất, dễ bị nứt hoặc hỏng, và sẽ làm giảm khả năng chịu va đập của máy đùn.
Trong các bộ phận ép đùn, nên tránh tối đa các góc sắc nhọn, và nên bổ sung các góc bo tròn ở các góc nhọn. Bán kính fillet bằng độ dày thành sản phẩm, giúp nguyên liệu chảy êm hơn trong quá trình đùn và giảm ứng suất ở các góc đường viền.
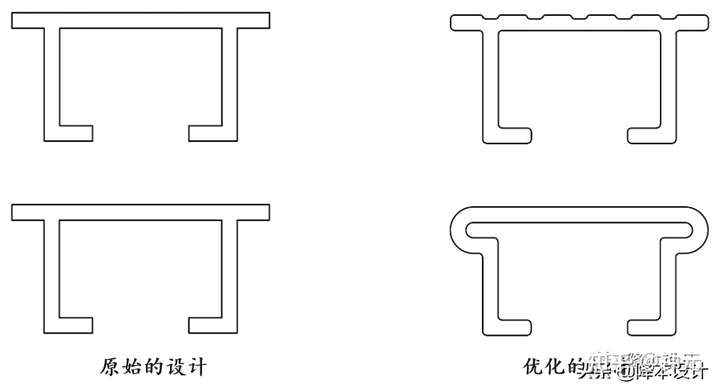
Tại nơi giao nhau của nhiều vách thường sinh ra những khu vực có bề dày thành dày nên dễ sinh ra hiện tượng co ngót và kém xuất hiện trên bề mặt ngoài của khối đùn, rất giống với trường hợp ép phun.
Nếu việc ép đùn là một phần ngoại hình, thì sự co ngót có thể được tránh hoặc che đậy bằng thiết kế tối ưu hóa được thể hiện trong hình bên dưới.
Khi có thể, các dung sai nghiêm ngặt theo chiều dài phải được tránh càng xa càng tốt. Nhựa nhiệt dẻo co lại và giãn nở theo nhiệt độ, và việc cắt đùn nhựa đến độ dài quan trọng có thể làm tăng chi phí một cách không cần thiết.
Nói chung, dung sai là + / - 5 mm trên các đùn dài 1000 mm. Tất nhiên, độ chính xác của dung sai liên quan đến chiều dài. Chiều dài càng ngắn thì độ chính xác càng cao.
Khi có thể, các dung sai nghiêm ngặt theo chiều dài phải được tránh càng xa càng tốt. Nhựa nhiệt dẻo co lại và giãn nở theo nhiệt độ, và việc cắt đùn nhựa đến độ dài quan trọng có thể làm tăng chi phí một cách không cần thiết.
Nói chung, dung sai là + / - 5 mm trên các đùn dài 1000 mm. Tất nhiên, độ chính xác của dung sai liên quan đến chiều dài. Chiều dài càng ngắn thì độ chính xác càng cao.